


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
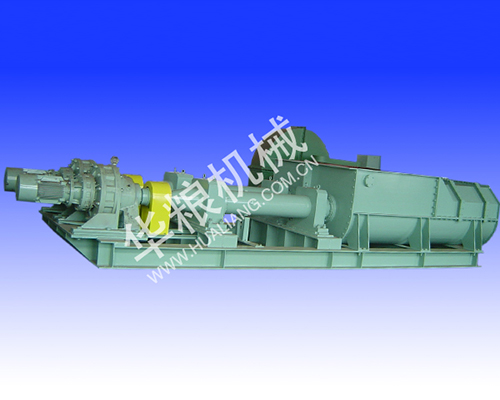
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。

完成所有工作后,需要回收。必须掌握过程中的一些安全技术措施,在此基础上可以确保设备的完整性和工人的安全。那么涉及的刮板输送机的具体安全措施是什么?首先,所有拆解人员必须熟悉刮板输送机的结构、性能和工作原理,拆卸工作必须合理进行,坚硬敲击,拆卸设备后露出的轴头必须用胶带防止损伤。而且,在整个施工过程中,施工人员必须进行统一指挥作业,施工人员必须集中精力,否则不得参与施工。其次,回收过程中,工具和备件必须由专人管理,以避免损失。特别是主绞车和辅助绞车和其他绞车提升钢丝绳,必须有专人检查完整情况,每次升级必须检查一次,并做好记录。再其次,用于刮板输送机回收的主绞盘钩头和平板车必须用特殊的连接器连接,以确保可靠的连接。
运行过程中,可能会受到外部因素的干扰,因此我们必须始终注意刮板输送机的有效运行。为了实现这一目标,刮板输送机需要采取哪些有效措施?1、必须保持刮板输送机在正常和直线条件下运行。允许在水平和垂直方向上进行一定的弯曲。这是为了适应工作面和道路运输。这并不意味着身体的上下水平弯曲是合理的。一旦刮板输送机变得“尖锐”,滑槽接头的弯曲角度就太大,导致滑槽接头过载和损坏。滑槽连接器损坏并丢失后,滑槽接头失去控制。当弯曲过程中滑槽接头之间存在间隙时,煤粉会泄漏到槽内,这会增加运行阻力或导致堵塞事故。如果刮板输送机不平放,则刮板与滑槽的接头磨损在滑槽接头处加剧,增加了行走阻力,缩短了使用寿命,甚至影响了其他辅助设备的工作。2、有必要改善刮板输送机的有效运行时间。在一定负荷的条件下,设备运行利用率越高,运输量越大,刮板输送机的性能越好。
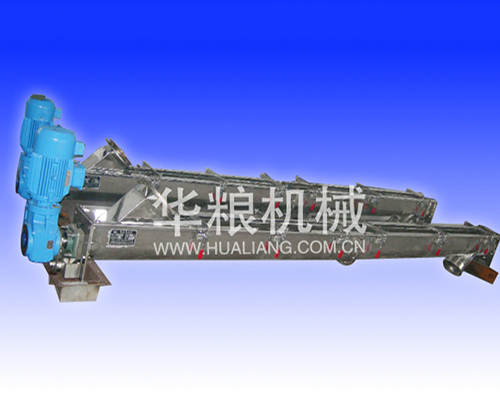
的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。功能:方向可变,输送方向可灵活变化,最大可达180度。
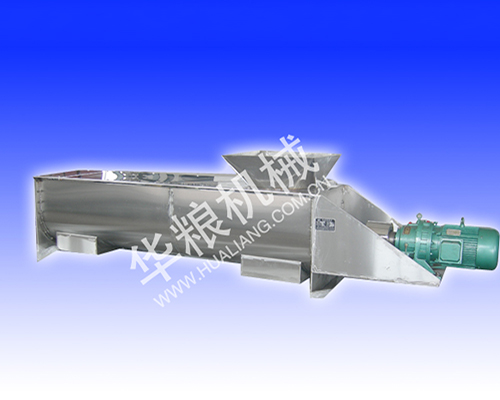
无锡板链提升机安装安全技术措施,供应板链提升机其主要内容有:1.安装技术措施(1)其安装、调试等,都应该按照参数及图纸要求进行。在安装前,要进行必要的检查,包括地脚螺栓等,还有就是各个部件的位置是否正确等。(2)输送机的安装,应先进行底座的找平、找正,然后再按照规定要求顺序进行,注意基座和地脚螺栓应紧固,不能出现松动等现象,否则会出现问题。(3)减速机、电机的安装,应以驱动轮为基准进行适当的调整,以便满足各部位的尺寸要求。其支架,应与输送机额纵向中心相重合。2.铺设皮带的安全措施(1)皮带在铺设前,要先进行场地的清理,通道要保证畅通无阻才行。(2)中间架的托辊,应是齐全的,运转应是灵活的。(3)铺设皮带所用到的工具,必须是齐全完整的。(4)非施工人员,不能随意进行施工现场。(5)操作过程应按照规定要求进行,听从指挥。

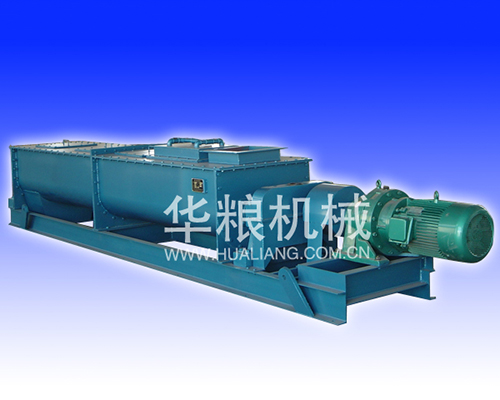
是根据物料的重力与其槽体壁所产生的摩擦力,使物料只能在叶片的推送下沿着输送机的糟底向前移动。那么我们在安置管链输送机的时候该怎么安置才合理呢。管链输送机可安装在地面或地面的钢架上,也可以悬吊在墙壁或屋顶上,还能安装在车间内,或安装在运输走廊或地沟内。输送机的四周都应留有足够的空间,便于检修的需要。的基础应在螺旋机正式安装前20天浇灌完成,使管链输送机安装后不产生下沉或变形,保证管链输送机运转时有足够的稳定性。组装机壳要求:( 1 )相邻机壳内表面在接头处的错位不应超过3mm ,机壳连接处应紧密。( 2 )横向水平度不应超过2/1000。( 3)机壳内壁与螺旋间的两侧间隙应相等,其允差为土2底部的间隙差为+5。管链输送机各节须在全部调整稳妥后再拧紧地脚螺栓。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

