


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn

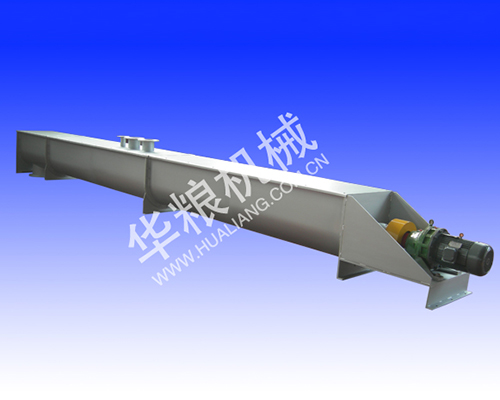
安装安全技术措施,其主要内容有:1.安装技术措施(1)其安装、调试等,都应该按照参数及图纸要求进行。在安装前,要进行必要的检查,包括地脚螺栓等,还有就是各个部件的位置是否正确等。(2)输送机的安装,应先进行底座的找平、找正,然后再按照规定要求顺序进行,注意基座和地脚螺栓应紧固,不能出现松动等现象,否则会出现问题。(3)减速机、电机的安装,应以驱动轮为基准进行适当的调整,以便满足各部位的尺寸要求。其支架,应与输送机额纵向中心相重合。2.铺设皮带的安全措施(1)皮带在铺设前,要先进行场地的清理,通道要保证畅通无阻才行。(2)中间架的托辊,应是齐全的,运转应是灵活的。(3)铺设皮带所用到的工具,必须是齐全完整的。(4)非施工人员,不能随意进行施工现场。(5)操作过程应按照规定要求进行,听从指挥。
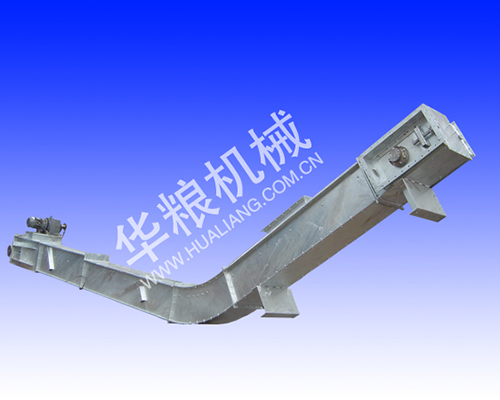
的使用维护非常的重要,就像自己家里的日常使用的电器,维护的好寿命就能延长,所以小编给大家分享干货,在维护中需要注意的事项?1、刮板输送机在开始投入运转期间,应注意检查刮板链的松紧程度,因为溜槽间的连接会因运转而缩小间距。而链子过松会出现卡链、跳链、断链和链条掉道的事故,检查方法是反转输送机,数一数松弛环数目,如有两个以上完全松弛的链环时,则需要重新紧链.2、工作面要保持直线。若工作面不直,会使两条链的张力不等,将导致链条磨损不均或使底链掉道、卡住或断链。3、刮板输送机的弯曲要适宜,不要出现“急弯”,应使弯曲部分不小于八节溜槽,推移时要注意前后液压千斤顶互相配合,避免出现急弯。否则会引起溜槽错口,造成断链掉链事故,要特别注意刮板输送机停车时不能推移。4、刮板输送机铺的要平。由于溜槽结构的限制,它只能适应在垂直方向3-5的变化。
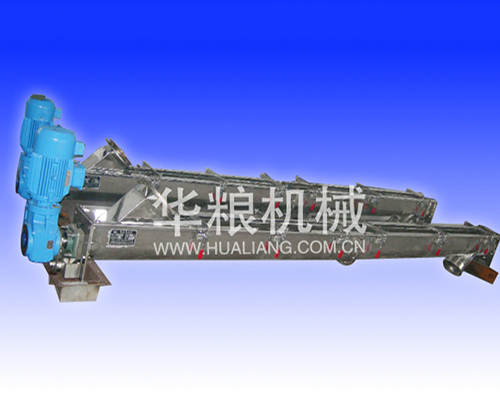
仪征水冷螺旋输送机是根据物料的重力与其槽体壁所产生的摩擦力,使物料只能在叶片的推送下沿着输送机的糟底向前移动。那么我们在安置管链输送机的时候该怎么安置才合理呢。管链输送机可安装在地面或地面的钢架上,也可以悬吊在墙壁或屋顶上,还能安装在车间内,或安装在运输走廊或地沟内。输送机的四周都应留有足够的空间,便于检修的需要。知名水冷螺旋输送机的基础应在螺旋机正式安装前20天浇灌完成,使管链输送机安装后不产生下沉或变形,保证管链输送机运转时有足够的稳定性。组装机壳要求:( 1 )相邻机壳内表面在接头处的错位不应超过3mm ,机壳连接处应紧密。( 2 )横向水平度不应超过2/1000。( 3)机壳内壁与螺旋间的两侧间隙应相等,其允差为土2底部的间隙差为+5。管链输送机各节须在全部调整稳妥后再拧紧地脚螺栓。
的料斗并不是只有一种形式的,常用的料斗有:深斗、浅斗和三角斗。根据斗式提升机的工作速度和被运物料特性的不同,可采用不同的料斗形式。深斗的斗中与料斗后壁夹角大,每个料斗可装载较多的物料,但较难卸空,适用于运送干燥的松散物料;浅斗的斗中与料斗后壁的夹角小,每个料斗的装载量小,但容易卸空,适于运送潮湿的和粘性的物料。不同的料斗所起到的作用也是不一样的,深斗是具有导向侧边的三角形料斗,这种料斗在提升机中采用一个接一个的密集布置,当绕过上链轮卸料时,前一个料斗的两导向侧边和前壁形成后一个料斗的卸载导槽,这种料斗适于输送较重的、半磨琢性的、磨琢性大的块状物料。料斗的运行速度应较低使物料在重力作用下逐渐倾斜到前面料斗的导槽中。

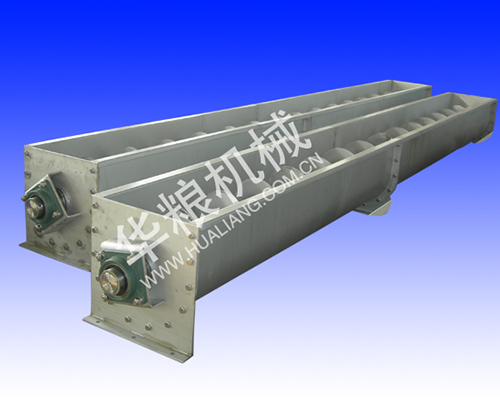
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
是输送粉状、小颗粒状及小块状等散状物料的连续输送设备,在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力。当料层间的内摩擦力大于物料与管壁的外摩擦力时,物料就随链片向前运动,形成稳定的料流;当垂直输送时,管内物料颗粒受链片向上推力,因为下部给料阻止上部物料下滑,产生了横向侧压力,所以增强了物料的内摩擦力,当物料间的内摩擦力大于物料与管内壁外摩擦力及物料自重时,物料就随链片向上输送,形成连续料流。系统的优势1、结构紧凑,占用空间小,可以三维改变输送方向。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

