


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn

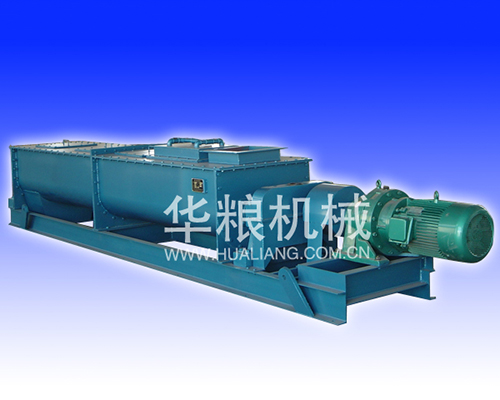
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。

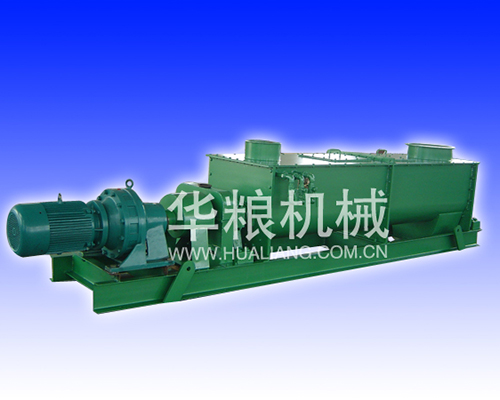
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。

云南不锈钢刮板输送机日常保养及维护:刮板输送机是靠链传动运输物料的,在使用中,操作及检修人员除了注意轴承温度、按规定要求润滑外,还必须做好以下工作。定期调紧刮板链的松紧程度,并使两链条松紧程度一致。一般每半月检查一次,特别在使用的前半个月应每天栓查刮板链的松紧程度,以刮板链与链齿能正常啮合无跳动为准,并随时予以调整。调整刮板链通过调整拉紧丝杆进行,如拉紧丝杆行程不够时,应更换刮板链。不锈钢刮板输送机生产商介绍每班应逐一检查连接环与刮板的固定情况。如出现连接螺栓松脱力和刮板掉落时,立即停机处理。当两侧的刮板链磨损不一致而造成刮板倾斜运行时,链环磨损超过原直径的25%时应更换。经常检查头轮和尾轮的运行情况。当头轮齿牙及尾轮链槽轨面磨 损超过原直径的1/4时,就予以更换。
电动机的冷却办法次要是指电动机冷却回路的布里方式、冷却介质的方式以及冷却介质的推进办法等。普通用处电动机用空气作爲冷却介质,采用机壳外表冷却方式,初、次级冷却介质的推进办法均采用自循环.因而电动机的体积小、分量轻、价钱廉价,在无爆炸性风险的场所,可优先选择普通用处电动机.按电动机的构造及装置型式,可分爲卧式装置和立式装置两种,又分爲端盖无凸缘和端盖有凸缘两种型式。普通状况下大多采用卧式装置,特殊状况下才思索采用立式装置。立式和有凸缘装置的电动机价钱较贵。轴伸是电动机转子与机器负载衔接,从而传递转矩和转速并输入机器功率的局部,有单轴伸、双轴伸、圆柱形轴伸、圆锥形轴伸等型。
的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。功能:方向可变,输送方向可灵活变化,最大可达180度。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

