


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
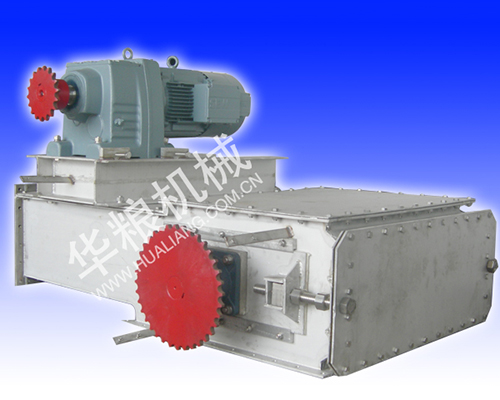
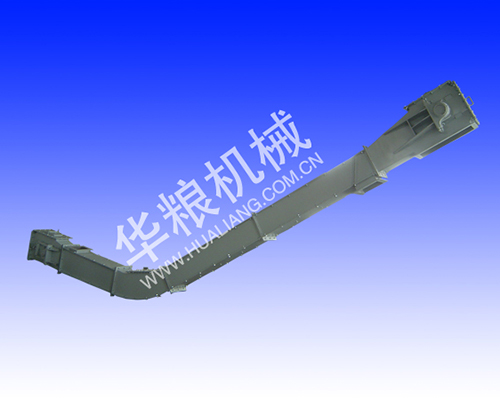
在螺旋体运动阻力小,承载容大,可以处理相当混杂的物料,如容易纠缠到一起或者颗粒、形状各异的物料。直接用较厚的螺带状叶片拼接焊成圆柱状螺旋体,螺旋体在机构材料、厚度的加工的工艺上面保证了其强大的耐磨性能和耐用性。螺旋体的两端或者是一侧或有短轴与驱动机构连接,驱动机构带动螺旋体转动,螺旋体与机壳底部的衬板接触。输送星大。输送量是相同直径的传统有轴螺旋输送机的1.5倍。的优点在于,由于转弯输送机的中间没有轴承,防止物料在输送的过程中因堵塞而产生的故障。而且,由于它的组成部件相对较少,所以日常的维护显相对也要小很多,便于维护。另外-点就是它的环保性好。采用全封闭输送和易清洗的螺旋表面,可保环境卫生,输送物料不外泄,不受到污染。
的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。功能:方向可变,输送方向可灵活变化,最大可达180度。

怎样排查刮板输送机传感器的故障呢?除了断链传感器之外,也非常重要,并且还必须配备刮板输送机传感器。应该注意的是,有时传感器有故障,导致整个系统停止运行。作为刮板输送机的操作员,有必要了解故障是传感器还是输送机。为了暂时解决这个问题,操作者有时采用屏蔽PLC输入信号的做法。故障检测方法是屏蔽屏蔽不可操作的传感器输入信号,迫使PLC正常工作,以确保整个系统的运行。在运输过程中,操作人员需要密切关注刮板输送机中屏蔽传感器检测到的设备,因为如果设备发生故障并且无法及时发现控制系统,可能会造成严重后果,如破坏工艺设备和影响工作效率。指出在该操作结束后,需要取消屏蔽的传感器信号并尽快安排修复传感器问题,以免下次影响刮板输送机的操作。

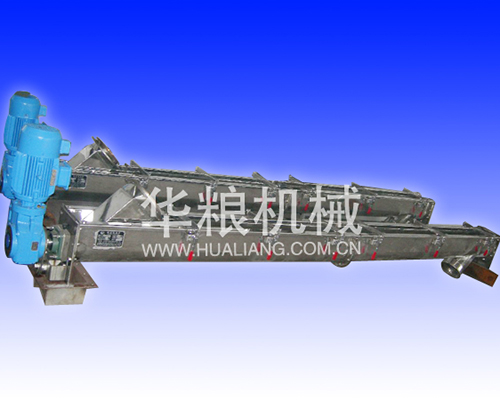
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。
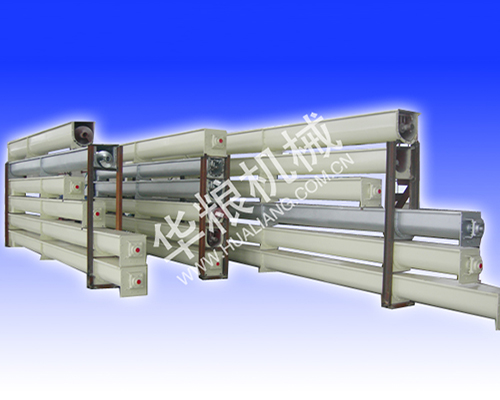
浙江板链提升机的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。专业板链提升机的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
完成所有工作后,需要回收。必须掌握过程中的一些安全技术措施,在此基础上可以确保设备的完整性和工人的安全。那么涉及的刮板输送机的具体安全措施是什么?首先,所有拆解人员必须熟悉刮板输送机的结构、性能和工作原理,拆卸工作必须合理进行,坚硬敲击,拆卸设备后露出的轴头必须用胶带防止损伤。而且,在整个施工过程中,施工人员必须进行统一指挥作业,施工人员必须集中精力,否则不得参与施工。其次,回收过程中,工具和备件必须由专人管理,以避免损失。特别是主绞车和辅助绞车和其他绞车提升钢丝绳,必须有专人检查完整情况,每次升级必须检查一次,并做好记录。再其次,用于刮板输送机回收的主绞盘钩头和平板车必须用特殊的连接器连接,以确保可靠的连接。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

