


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
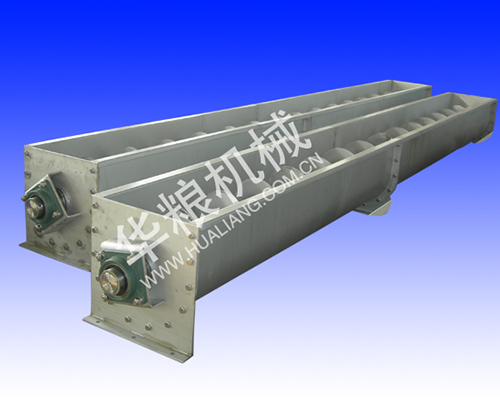
根据滑槽的布局和结构,可以分为并排型和重叠型。根据链的数量和排列,可分为单链型、双链型、双中心链型和三链型。在实际应用中,可用于水平和倾斜运输。倾斜运输时,煤层倾角不应超过25°。向下倾斜运输时,倾斜角度不应超过20°。如果煤层倾角太大,应配合使用。安装防滑装置。灵活的刮板输送机甚至可以水平和垂直弯曲2°-4°。刮板输送机不仅实用,而且还具有许多其他优点:1、刮板输送机结构坚固,可承受煤的重量、蛭石。在运输过程中它还可以承受、和、砸、的外力。2、刮板输送机适应性强,可适应采煤工作面、底面不平整,也可承受垂直和水平方向的轻微弯曲。3、刮板输送机结构简单,尺寸短,易于安装,不占用太多空间。它可以在输送机的运输长度上的任何位置进给和卸载。
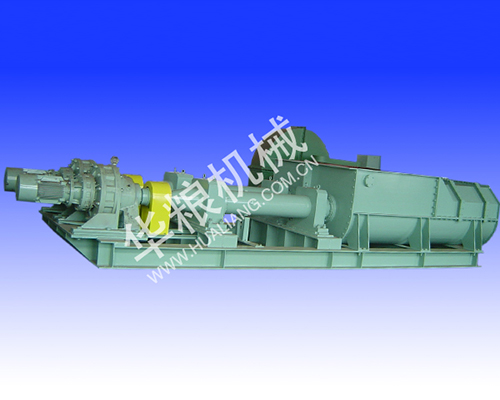
湖南钢丝绳管链输送机螺旋输送机在使用过程中难免出现损坏,而损坏又因为螺旋输送机叶片损坏最为常见。而叶片损坏的原因也有很多,最重要的一个原因就是它的磨损,今天我们就来看看关于叶片损坏的原意以及处理方式。专业钢丝绳管链输送机一般容易磨损的部件是:吊轴承、螺旋端头、螺旋叶片这几部分,磨损因素除了温度,环境,材质等自然原因之外,还有结构因素和人为因素。下面,我们就来分析一下螺旋输送机螺旋叶片损坏都有哪些方面的原因。螺旋输送机一般不容易发生堵塞现象或者排料口不出料,可以低速运转,降低能耗,螺旋输送机输送距离长,可以采用多级串联式安装,超长距离输送物料。但是有些时候生活垃圾,有机植物输送时,也会造成螺旋叶片的损坏。螺旋叶片制作的厚一点也就更加的耐磨耐用,适合输送物料。
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。

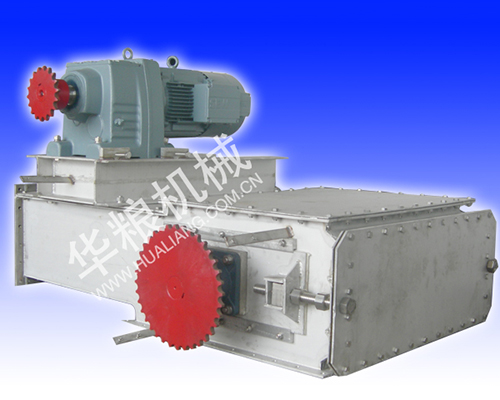
使用中遇到的问题之一是非满负荷运转。它的输送量是由被传送物料的横截面积和链条速度决定的。一般来讲,如果一条输送机有输送量问题,无外乎这两个因素。要想解决这个问题,首先必须精确地测出输送机的输送量。达不到额定输送量,可以从以下几个方面来寻找原因,从而找到解决问题的办法。核查输送机是否在驱动轴速度下运转。在安装和维护时,驱动装置上的滑槽可能安装不正确,或者驱动装置上的皮带松了而打滑,使输送机在低于额定转速下运转。物料厚度不合理有几个原因:一是输送机安装的倾斜角度不合理,而通常设计的输送机只能在某个坡度范围内运行才最佳。另一个原因是由于输送机进料不顺畅或不充足,如进料设备不匹配、进料门不正常、进料口有障碍物等。针对不同的原因采取相应的措施,增加物料的厚度和进料均匀度。

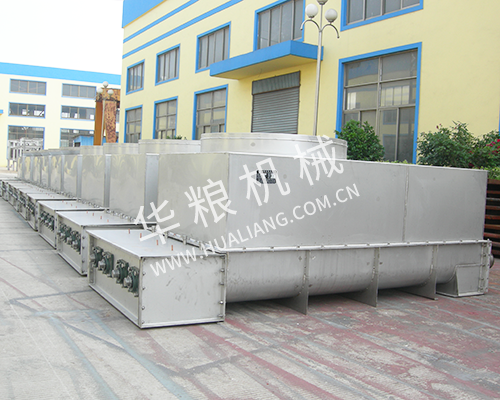
告诉你管链输送机输送时不容易发生卡料或者堵料现象,且头尾轴承座都在壳体外,轴承的密封性好,能长时间使用。结构简单,尺时小,所以占用面积和空间不是很大。可有多个进料口和出料口,能灵活安排。它的输送方向是可逆的,因此可以同时向两个方向输送物料。操作安全可靠,能完成输送、混合、搅拌、松散、加热以及冷却等I艺随着螺旋输送机的广泛应用性,螺旋输送机具有结构简单,制做成本低,密封性强、操作安全方便等优点,中间可多点装、卸料。广泛用于化工、建材、冶金、粮食等部门。固定胶带输送机由于工艺结构简单、造价低;部件通用性强、维修方便;且输送星能够满足通常情况,因而成为一种大众型输送机。管链输送机碟片如磨损严重,必须更换。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

